
News
The processing focus of OCA optical glue and the control of production details
Release time:
2023-04-24 16:32
OCA optical adhesive has always been a difficult problem in die-cutting processing. Each OCA optical adhesive processing company has different methods, and the standards for material control also vary greatly. Therefore, there is no unified standard for OCA optical adhesive for the time being, so it is flexible for engineers. Sex is very demanding. In the discussion of OCA optical glue processing methods, many people think that the focus is on the method, but it is not the case. The focus of OCA optical glue processing is on the control of production details.
One: The characteristics and functions of OCA materials
OCA optical adhesive is made of optical acrylic adhesive without base material, and then laminated a layer of release film on the upper and lower base layers. It is a high-transparency double-sided laminating tape without base material. It has general cohesion and very fluidity. Large, very easy to deform after extrusion. At present, it is the best adhesive for touch screens, mainly used for bonding materials on touch screens to achieve the effect of capacitive touch sensing, and requires very high cleanliness.

Two: Understand how customers use it
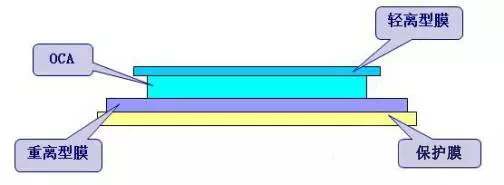
Die-cut OCA generally has four structures;
1. Protective film + heavy release type + OCA glue + light release type, this process needs to change the film, the processing is relatively difficult and costly, and it is generally the product required by large enterprises.
2. Heavy release type + OCA glue + light release type, this process also needs to change the film, but only a few layers of protective film, which is the commonly used method at present.
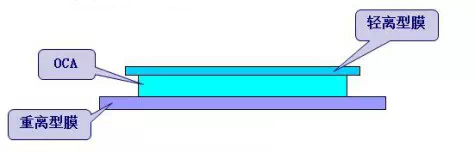
3. Heavy release type + OCA glue + light release type, no need to change the film, it is the most commonly used method for general miscellaneous brand machines, this method is simple to process, easy to control, less defective rate, and the price is much cheaper.

4. The three layers of heavy release type + OCA + light release type are all the same size, the same as the above 3 and do not need to change the film. The method used by non-brand machines, this method is simple to process, easy to control, less defective rate, and cheap. The only downside is that there will be squeeze marks on the edges, but miscellaneous brands are much looser about these controls, and generally slight ones can be adopted.

5. When the mobile phone is assembled, it will generally cover the 0.5mm edge of the OCA, that is to say, if there is a slight indentation on the edge, as long as it is controlled within 0.5mm, most customers can use it.
Three: material control
1. When the main material OCA is incoming, it is necessary to detect whether there are white spots, dirt, bumps, joints, air bubbles, pinholes, etc., and it needs to be wound with a 6-inch core when slitting OCA optical adhesive to prevent the inside wrinkled. Pay attention to the cleanliness, scratches and other bad problems during slitting, and also pay attention to the control of storage temperature.
2. The auxiliary material release film must have a very high surface smoothness (release film with color lines and other problems is not acceptable), high permeability, and the cutting surface and product surface must be clean and free of lint, dust, and scratches.
Four: equipment
Due to the nature of the die, most OCA processing uses flat knives. The circular knife processing is mainly used for film change, OCA cutting bare rubber and other processes. The machine requires grounding to remove static electricity.
1. Flat knife production equipment does not allow rust and other problems that affect the cleanliness and the environment. It is best to use a combined line to solve all problems from the beginning to the end. If it is reprocessed after winding, the defect rate will not be high Estimate.
2. The requirements for round knife equipment are mainly high stability, smooth and sharp mold surface, and the equipment also requires no rust and other problems.

Five: Environmental requirements
1. The film change process generally requires a clean room of more than 1,000 grades, and personnel are required not to walk around the edge of the production machine. The fewer people in the production workshop, the better, because walking will cause static electricity or bring up dust.
2. The temperature is required to be controlled at 20-24 degrees, because this temperature is the temperature at which the fluidity of OCA is relatively stable and the personnel are more comfortable.
3. Humidity is required to be controlled to 80% plus or minus 10%, and static electricity will be relatively small in this range.
4. Clean the walls of the clean room and other places to ensure that there are no dust particles in the processing environment, and paper materials or other materials that are prone to dust cannot be stored.
Six: mold / process
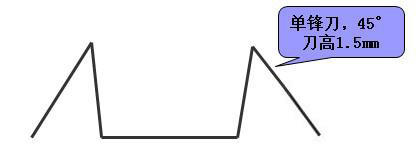
1. The flat knife mold is generally a wood or aluminum mirror knife, and the inner corner is treated vertically (processing method: reserve a blade edge of 0.1mm to 0.15mm on the inner surface of the blade, and the angle is highly polished to remove the angle, perpendicular to the fixed surface), or the inner corner 1 0-15 degree molds, for right-angle products, a jumper mold is generally used to ensure that there will be no extrusion marks at the angle. The blade generally adopts a mirror knife imported from Japan. There are rumors that flat knives use corrosion molds or engraving molds to produce OCA, but from the actual use point of view, they are not as good as mirror knives. The production process of flat knife OCA is roughly as follows:
2. The angle of the round knife mold is straight inside and inclined outside. The mold must be polished or processed by other methods that can make the surface of the mold smooth and sharp. However, the sharpness of the round knife mold is still not as sharp as that of the mirror knife so far. The knife process is generally to cut bare rubber. The advantage of the round knife is that it can be molded in multiple processes at one time, and the cleanliness control is much simpler than that of the flat knife process. Problems including air bubbles can also be greatly improved, and the overall defect rate control will be better than that of the flat knife.
Seven: Frequently Asked Questions
Light leakage, creases, indentations, glue overflow, white spots, foreign matter, pinholes, depressions, air bubbles, glue wrinkles, scratches.
1. Light leakage (problems caused when the product is shipped to the customer for lamination)
Solution
1.1 The customer's own design size is the lower limit plus the lower limit of the production size, resulting in a small mold size design. You should communicate with the customer in advance to understand the actual size of the customer's product.
1.2 There is a deviation between the company's internal and customer measurements. You can take 10 products to the customer to measure the size, and then take it back to the company to measure the size. Compare the difference between the two sides to make a unified size standard.
1.3 Control the temperature of processing environment, storage environment and transportation environment, and can control problems such as shrinkage.
2. Problems such as creases, indentations, glue wrinkles, scratches, etc.
Solution
2.1 The winding core is too small to cause wrinkles and other defects in the parts close to the winding core. Use a 6-inch large winding core instead.
2.2 If the raw material is placed on the pallet, the weight of the raw material will cause indentation on the material, use a jig to place the material in the air.
2.3 The knife mold is not sharp enough or the foam is not suitable to cause indentation. The knife uses a high-quality mirror knife (imported from Japan) wooden knife mold. The thickness of the plank is required to be 2 1 - 2 2mm, which is 2mm thicker than the general one. The foam adopts low-density and high-elastic pad knife foam. Generally, the density is 45 degrees and the elasticity is 70%.
2.4 When the raw material is slit, it will cause scratches and indentations on the surface of the material. When the raw material is slit, it is necessary to add a light release film for effective protection to avoid surface scars. In addition, when cutting, pay attention to the tension of the material to minimize the phenomenon of glue wrinkling.
2.5 Problems during die-cutting, reduce compound pressure, avoid direct contact with metal or other fixed and non-rotating objects during die-cutting, and add protective devices.
3. Glue overflow
Solution
3.1 The knife mold is not sharp enough or the foam is not suitable to cause indentation. The knife uses a high-quality mirror knife (imported from Japan) wooden knife mold. The thickness of the plank is required to be 2 1 - 2 2mm, which is 2mm thicker than the general one. The foam adopts low-density and high-elastic pad knife foam. Generally, the density is 45 degrees and the elasticity is 70%.
3.2 Glue the mold, apply a release agent to the inside of the knife and the side of the foam to prevent the mold from sticking.
3.3 Waste discharge causes glue overflow, change the waste discharge angle, speed up the die-cutting speed, and reduce the pause time.
3.4 Manual packaging causes poor extrusion, strengthen the proficiency of the technique and correct the wrong technique.
4. White spots, foreign matter
Solution
4.1 During the die-cutting, the material generates static electricity during operation, which will absorb dust and foreign matter in the air. An ion fan is installed at the exposed position of the glue, and there is a filter behind the ion extension machine; at the same time, a dust-free baffle is installed at the exposed position of the glue for isolation protection.
4.2 Influenced by environmental factors, reduce the frequency of workers walking in front of the machine; increase or replace FFU (high efficiency filter) in the clean room.
5. Pinholes, depressions
Solution
5.1 If it is caused by dust and foreign matter during processing, add an ion fan at the exposed position of the glue, and a filter behind the ion sub-machine; at the same time, add a dust-free baffle to isolate and protect the exposed position of the glue.
5.2 Dust and foreign matter are adsorbed on the lamination wheel, which will cause the light release film to be sunken when laminating the light release film for film replacement, and affect the product colloid at the same time. Add an ion fan; increase the cleaning frequency of the lamination roller.
5.3 Take the product with too much force and cause product indentation. When packaging, pay attention to the strength of the product and handle it with care.
6. Bubbles
Solution
6.1 Peel off the backing low mucous membrane to cause air bubbles during packaging, and strengthen the accuracy and proficiency of peeling off the low mucous membrane.
6.2 Raw materials have bad air bubbles, feedback to the supplier and request improvement.
6.3 Die-cutting produces air bubbles, and the pad foam is low-density and high-elastic foam, generally with a density of 45 degrees and an elasticity of 70%.
6.4 Bubbles have been found after die-cutting, and the high-pressure defoaming machine is used for defoaming.
Follow us
Contact
Tel:0512-80178650
E-mail:fineset@163.com
Add: Sensing Industrial Park, No. 15, Gang'ao Road, Zhangjiagang Free Trade Zone
© 2023 Suzhou FINESET Material Technology Co., Ltd. All rights reserved Designed By:www.300.cn SEO Business license